网站导航
全国服务热线:
15162330793
15162330793
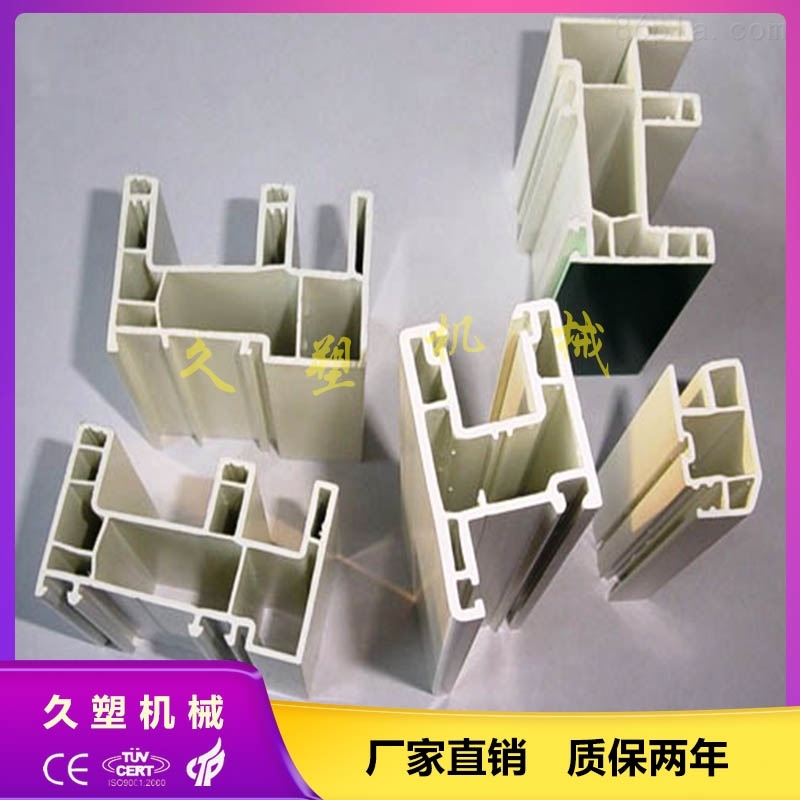
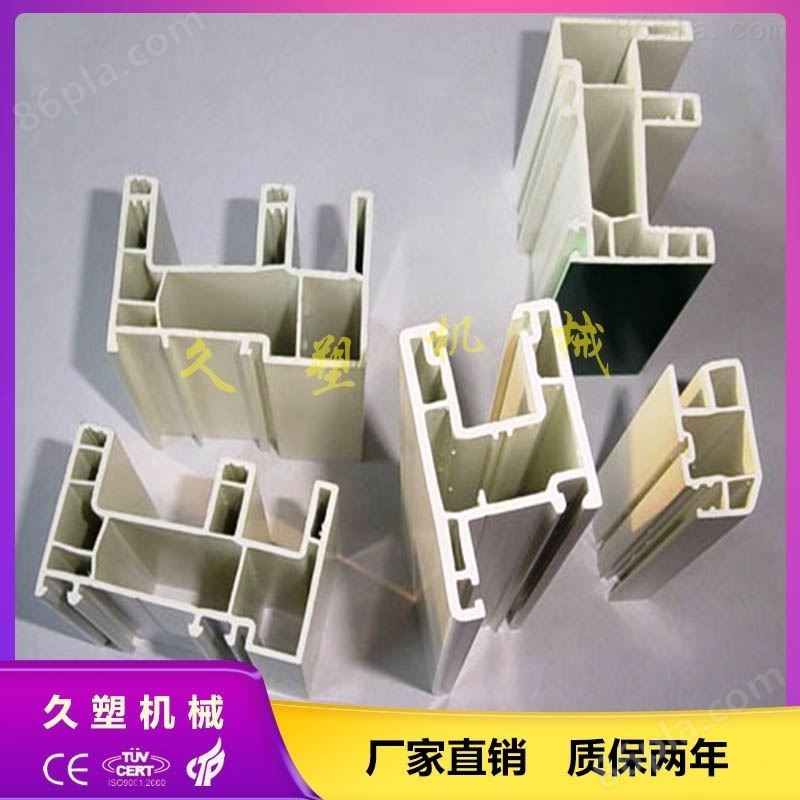




简要描述:塑料门窗型材生产线采用PVC粉料来制造各种塑料门窗异型材、铝塑复合异型材、异型电缆多孔穿线管、装饰型材、护墙板、天花板等。
 所在城市:张家港市厂商性质:生产厂家更新日期:2024-01-16访 问 量:1526
所在城市:张家港市厂商性质:生产厂家更新日期:2024-01-16访 问 量:1526塑料门窗型材生产线简介:
主要采用PVC粉料来制造各种塑料门窗异型材、铝塑复合异型材、异型电缆多孔穿线管、装饰型材、护墙板、天花板等。PVC门窗型材生产线设计合理,具有塑化均匀、产量高、使用寿命长等优点。由锥形双螺杆挤出机、真空定型台、牵引机、切割粘模机、翻料架等组成。主机采用交流变频电机。辅机真空泵和牵引电机均采用优质产品,维护简便。
塑料门窗型材生产线结构性能
(一)挤出结构特点
1、设置了排气装置,可提高制品的质量。
2、本机可承受的扭矩大,螺杆设计合理,制品产量高,能适应不同配方的聚氯乙烯粉料的生产,本机设置定量加料装置。
3、螺杆芯部装有自动温度内循环系统,可使螺杆温度前后平衡。
4、机筒上装有铸铝加热冷却器,热传递快而均匀,效果好。
5、本机承受轴向负荷力大,止推轴承寿命长。
6、采用变频电机调速,转速稳定,调速方便。
(二)挤出结构组成
主机由螺杆、机筒、驱动系统、螺杆调温装置、加热冷却装置、排气装置、定量加料装置、机架、机头联接体、电控箱等零部件组成。
螺杆
它是完成塑料的输送的塑化的关键零件,在机筒内旋转时,将粉状塑料塑化后推向机头,从而达到压实、熔融、混炼均化为之目的。螺杆上的螺纹是由不螺矩分段组成以达到更好地混炼各塑化并实现排气的目的。螺杆内部装有温度内循环装置。螺杆是由氮化钢制成,经氮化处理,能达到较高的硬度和一定的耐腐蚀能力。
机筒
机筒是容纳塑料和螺杆的零件,它与塑料及螺杆直接摩察,机筒材质是氮化钢,内孔经氮化处理后,以达到较高的硬度和较好的耐磨性,并有一定的耐腐蚀能力。
机头联接体
它是联接机头的部件。其是装有电加热器,与机头联接。
驱动系统
传动系统是在选定的工艺条件下,使螺杆以必须的扭矩均匀旋转,以完成螺杆对塑料的塑化和输送。为了适应HPVC制品生产的需要,本机采用直流电机驱动,通过弹性联轴器和齿轮箱带动分配齿轮箱并借助变频调速装置实现无级调速,使螺杆的转速在1-34.7r/min内平滑无级调速。螺杆的转速可直接由控制面板上的转速表读得。
排气装置
为了提高塑料制品的质量,在机筒中段的上面设有排气口,由真空泵把低分子挥发物及料中夹带的空气、水份等抽出。
真空泵是由水循环式真空泵产生,这个泵有三个管接头。
(1)、进水口,与进水管联接,其开通与否由电磁阀控制。
(2)、进气口,此口与物料分离器联接。
(3)、排气口,此口接排气管,但管子不可长于5米。
6、定量加料装置
由于塑料在双螺杆挤出机中是被强制输送的,加料时与挤出量太多时,又会使机器的负荷加大,并且在排气口产生冒料现象。为此,特设计了螺杆式或弹簧式定量加料特性和加工工艺的条件。
7、机架
机架是用钢板焊接而成的钢结构体。
8、加热冷却系统
机筒外安装有四段加热器,机头连接架上装有一段不锈钢加热器,另外七段由接插输出,用户可根据需要自行配置,它们由相应的智能温度控制仪自动控制。机上所装的五段加热器下面装有两个冷风机,在该处过高时自动进行冷却。


